
Can nickel coating a tubing anchor really make a significant difference in the corrosion it experiences downhole?
In a word? Yes.
In two words? Big time.
A recent independent test set out to scientifically evaluate the anti-corrosive benefits of nickel coating a TAC. The test, sponsored by TechTAC®, was conducted by Scientific Control Laboratories of Chicago, Ill., a firm with more than 85 years of laboratory testing experience. The company performed a salt-spray test on several TechTAC-manufactured lower cone sleeves with different protective coatings. During the test, each sleeve was exposed to a controlled salt spray environment to simulate corrosive conditions.

Nickel Coating a TAC: The Samples
The test evaluated the following samples:
- The lower cone sleeve of a 7.0” Slimline® Tubing Anchor Catcher with no coating, just the raw machined steel.
- A second lower cone sleeve coated with dry moly, a resin-bonded dry-film lubricant.
- A final lower cone sleeve coated in 1 mil (0.001 inches) thick high-phosphate electroless nickel.
Each sample was exposed to the salt-spray test for 360 hours and evaluated at regular milestones throughout the process. During those evaluations, the samples were either documented as showing no corrosion or they were given a corrosion percentage, which indicated how much of the sample was covered in red rust.
Nickel Coating a TAC: The Results
After carefully documenting the progression of corrosion on each of the three samples, SCL provided a final report on the results. The SCL laboratory experts conducted all the tests in accordance with ASTM B117-19, which is a scientific standard and accepted best practice for operating a salt spray evaluation. The results were as follows:
No Coating
After just 24 hours of salt-spray exposure, red rust covered 10% of the lower cone sleeve with no coating. Twenty-four hours was the first evaluation milestone. The rust covering this sample continued to spread aggressively throughout the duration of the test. Red rust covered 90% of the non-coated sample by the final milestone at 360 hours. The image below shows the sleeve at the conclusion of the test.

Dry Moly
The lower cone sleeve covered in dry moly experienced no corrosion through the first 72 hours of the test. Red rust covered 5% of the sample after 96 hours, which was still a marked improvement from the uncoated part. By the end of the test at 360 hours, 50% of the sample was covered in red rust. The image below illustrates this final state.

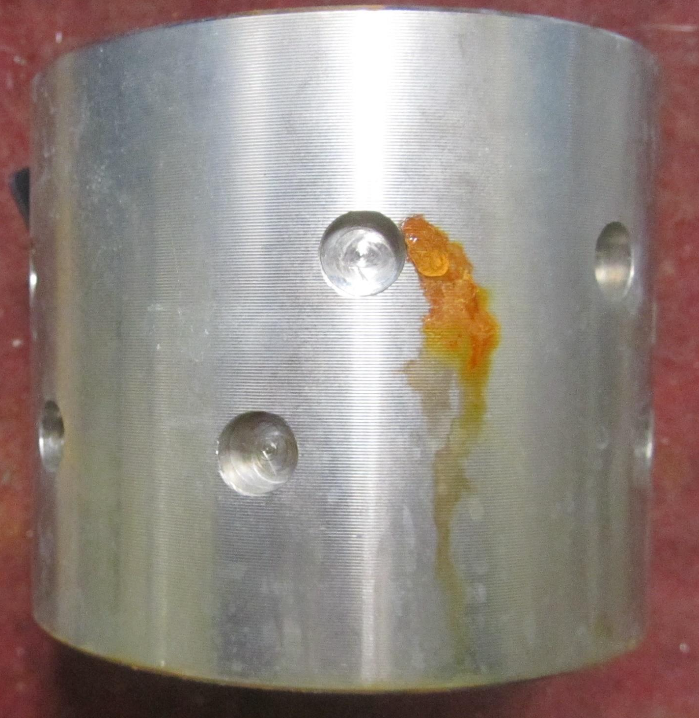
Nickel Coating
The sample coated with nickel saw no corrosion through the first 96 hours of the test. Even when corrosion did start to appear, the effect was minimal. At 168 hours, red rust covered only 1% of the nickel-coated lower cone sleeve. And at 336 hours, the corrosion had spread to 3% of the sample. The red rust still covered only 3% of the part at 360 hours. The image below highlights the final results.
Understanding the Results
When interpreting the results of this test, it’s important to understand that the rigors of the salt-spray test SCL conducted are, in most cases, more aggressive than tubing anchors would actually experience downhole. However, the relative protection provided by the various coatings can be extrapolated to virtually any downhole conditions.
Whether the conditions of a well are highly corrosive or minimally so, nickel coating a TAC can significantly enhance its durability, as this test demonstrated:
After 360 hours, the nickel-coated sleeve exhibited a 96.67% reduction in red rust coverage compared to the uncoated steel, which means it was 30 times more resistant to corrosion.
Durable Anchors from TechTAC
TechTAC manufactures all of its tubing anchor catchers in the United States using high-quality American steel. If your well conditions require even more durability due to a corrosive environment, nickel coating a TAC is one of the many options available from TechTAC. To learn more or to get a quote on nickel-coated anchors, contact the TechTAC team today!


